noun | con·straint | kən-ˈstrānt
In everyday language, the word "constraint" could refer to just about any inconvenience, limitation, setback, restriction or fluctuation in capacity. Sometimes it seems like constraints are lurking everywhere!
But according to Dr. Goldratt, the word constraint means something specific:
But according to Dr. Goldratt, the word constraint means something specific:
A constraint is what "limits a system from achieving higher performance versus it's goal"
In other words, the constraint is what, if we had just a little more of it, would generate higher Throughput (sometimes referred to as "contribution"). Throughput is a useful way to measure the flow of goods and services to market and to help guide sound decisions and actions to improve it over time.
Quick Guide to Constraints
This in-depth article explains what a constraint is and how to manage constraints effectively. Click on a section to go straight to the topic you are interested in:
→ Definition of Constraint
→ Why Do Constraints Matter?
→ Where Are Constraints Located?
→ Can There Be Multiple Constraints?
→ What is the Difference Between a Bottleneck and a Constraint?
→ Why do Constraints Exist?
→ Can Inventory Overcome This Problem?
→ Should Capacity Be Balanced?
→ What is a Strategic Constraint?
→ What is a Capacity Constrained Resource?
→ How to Manage the Constraint?
→ Controlling Flow Through the Constraint
→ Key Takeaways About Constraints
→ Discover More About Constraints
→ Definition of Constraint
→ Why Do Constraints Matter?
→ Where Are Constraints Located?
→ Can There Be Multiple Constraints?
→ What is the Difference Between a Bottleneck and a Constraint?
→ Why do Constraints Exist?
→ Can Inventory Overcome This Problem?
→ Should Capacity Be Balanced?
→ What is a Strategic Constraint?
→ What is a Capacity Constrained Resource?
→ How to Manage the Constraint?
→ Controlling Flow Through the Constraint
→ Key Takeaways About Constraints
→ Discover More About Constraints
Why Do Constraints Matter?
When driving continuous improvement, it is tempting to try to improve everything all at once. As thrilling as this might seem, it rarely leads to sustained improvement in the overall performance of the organization over time.
This is because not all improvements are created equal... a few impact the constraint while most do not. This seemingly minor distinction makes all the difference.
The classic analogy is a chain which has a specific lifting capacity. Note that the strength of this chain is determined by it's weakest link (the constraint):
This is because not all improvements are created equal... a few impact the constraint while most do not. This seemingly minor distinction makes all the difference.
The classic analogy is a chain which has a specific lifting capacity. Note that the strength of this chain is determined by it's weakest link (the constraint):
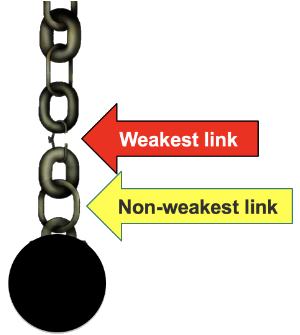
Note that if you "improve" a non-weakest link by adding more steel, the overall strength of the chain can never increase. The strength of the chain can only be increased by strengthening the weakest link.
That is why improvements that impact the constraint influence the overall system performance disproportionately. Thus, constraints represent the leverage-point to make substantial improvements with less effort in a relatively short time.
That is why improvements that impact the constraint influence the overall system performance disproportionately. Thus, constraints represent the leverage-point to make substantial improvements with less effort in a relatively short time.
Where Are Constraints Located?
Going by the narrow definition of constraint pioneered by Dr. Goldratt and further developed Eli Schragenheim, constraints can only be located in a few specific places:
- Market Constraint: is where a company captures the bulk of the market and runs out of further space to grow. For example, De Beers controlled >90% of the global diamond market in the late 1980s. Hence, their growth was governed by the overall size of the diamond market. Regulated electrical utilities or office productivity software are other examples of a market constraint. This type of constraint is quite rare.
- Demand Constraint: when market demand at current prices is less than the ability to produce the product or service. This can be indicated by always delivering on-time/in full with no delivery backlog in a make to order environment or maintaining 100% availability of all products / services with negligible wait time in a make-to-stock environment. For example, it is very rare for customers to face retail stockout on popular brands of toothpaste.
- Internal Capacity Constraint: when the current ability to deliver is less than market demand for those products or services. This is usually accompanied by a backlog of sales orders, low on-time delivery due date performance, and/or stockouts. But the real test of an internal capacity constraint is very high utilization of at least one internal resource (95%+). Note that lots of unsold finished goods in storage may indicate that there is more available capacity than you think!
- Supply Constraint: when the system is unable to meet all demand placed upon it due to shortages in the supply available in the market. In most genuine cases, the systemwide consumption of that material, component or item is very high e.g. >50% of the global supply. For example, certain rare earth elements have dwindling availability globally, and can only be found in a single mine located in China. This type of supply constraint is fairly uncommon.
- Supplier Constraint: when the system is unable to meet some demand due to shortages in the supplies by vendors. Most often, what appear to be material constraints are actually caused by internal purchasing policies and practices, rather than a genuine unavailability in the market. Such policies might include restricting purchases to a pre-approved vendor list, only purchasing from lowest price suppliers, extended payment terms, late payment practices, etc. A famous example of a supplier constraint happened at the Royal Philips Plant in Albuquerque, New Mexico. In 2000, a fire at the plant reduced the global supply of key semiconductor chips used in Nokia and Ericsson's flagship cell phones. Through quick action, Nokia was able to tie down additional supply agreements and purchase some of these chips on the open market, effectively locking Ericsson out of the high-end cell phone market for an entire product cycle.
- Cash Constraint: when the ability to purchase inputs is less than market demand due to inability to pay suppliers. In other words, there is sufficient customer orders, delivery capacity, workers, etc. accompanied by a shortage of inputs/materials/components/etc. Some suppliers may have blacklisted the organization due to late payments, and/or disputes may have been taken to court. In other words, most supplies are available on a payment-first basis only. Therefore a small increase in cash usually can increase sales, throughput, on-time delivery and available cash in a relatively short amount of time, usually less than 13 weeks.
Can There be Multiple Constraints?
Any given organization or system is usually not constrained by too many different resources at the same time. Still, there may be more than one independent paths of flow. Every independent path of flow will have its own constraint.
This is why it can seem so difficult to identify the constraint in very large organizations such as the government of a country or trillion-dollar conglomerates, because they usually have many different independent flows going on at the same time. As the definition of the “system” becomes too complex, the word "constraint" begins to lose its clear meaning.
This is why it can seem so difficult to identify the constraint in very large organizations such as the government of a country or trillion-dollar conglomerates, because they usually have many different independent flows going on at the same time. As the definition of the “system” becomes too complex, the word "constraint" begins to lose its clear meaning.
What is the Difference Between Bottleneck and Constraint?
A bottleneck is any resource with lower capacity than the current load. If several bottlenecks are present in the same line of flow, the one with the least capacity is the constraint.
Note that a constraint can also be a resource that is NOT a bottleneck! This happens when the resource has, on average, more than enough capacity to process the current load. Nevertheless some sales are delayed or lost due to inadequate exploitation of and subordination to that capacity. Examples of this include mis-prioritization, late release, poor synchronization of components to be assembled (lack of full kits), early release (causing excessive multitasking), etc.
Note that a constraint can also be a resource that is NOT a bottleneck! This happens when the resource has, on average, more than enough capacity to process the current load. Nevertheless some sales are delayed or lost due to inadequate exploitation of and subordination to that capacity. Examples of this include mis-prioritization, late release, poor synchronization of components to be assembled (lack of full kits), early release (causing excessive multitasking), etc.
Why do Constraints Exist?
Every system is characterized by dependent activities of some form. For example:
For example, the logical flow of a very simple system might look something like this:
- A sales team depends on leads generated by their marketing team, so that they have prospects to reach out to
- Procurement depends on the finance department to pay suppliers on time, so that vendors will continue to supply materials
- An automotive dealership depends on the manufacturer to supply the right vehicles for sale to customers
- A large project requires customer specifications to be finalized by the customer before proceeding to the next phase
- A loan processing department requires certain details about each applicant in order to check their credit history
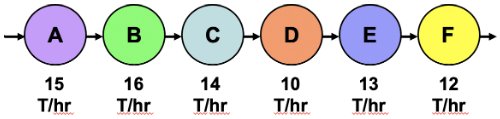
For example, the logical flow of a very simple system might look something like this:

In other words, without receiving inputs from Stage A, Stage B cannot perform its function at all. And without inputs from Stage D, Stage E will idle. These inputs might comprise of physical work-in-process inventory or intangibles such as services, information, etc.
Each stage is has a certain capacity, whether related to machine capacity, computer processing speed or the number of worker hours dedicated to the process. For example, the capacity of each stage below is estimated in Tons per Hour:
Each stage is has a certain capacity, whether related to machine capacity, computer processing speed or the number of worker hours dedicated to the process. For example, the capacity of each stage below is estimated in Tons per Hour:
Note that the above capacities are never completely stable. If a machine breaks down, or an employee is absent, etc. the capacity of that stage might reduce dramatically. Similarly, if employees are trained to improve their skill, setup time is suddenly reduced, or quality yield improved, capacity might increase significantly. Capacity, therefore, is subject to enormous variation and is almost never as stable as it may appear.
This variation in capacity can lead to periodic starvation of resources to the extent that they are not able to produce flow, even if there is a large backlog of customer orders:
This variation in capacity can lead to periodic starvation of resources to the extent that they are not able to produce flow, even if there is a large backlog of customer orders:
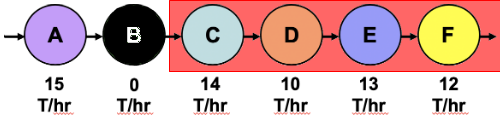
Note how the above disruption in Stage B capacity will necessarily lead to starvation of all downstream processes. This reduction in output comes at high cost in terms of lost sales and associated Throughput. Even if customers can somehow be convinced to wait and no sales are lost directly, long term demand is likely to be impacted by a poor reputation for reliability in the market.
Can Inventory Overcome This Problem?
Accumulated inventory can be used to minimize the immediate damage caused by this variation. For example, if there is inventory stock after Stage B, then downstream processes can temporarily sustain operations and create flow even while Stage B is disrupted:
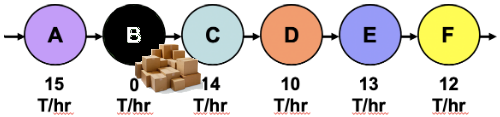
But if Stage B capacity remains affected for any length of time, the inventory will deplete and prove inadequate balance the flow.
Should Capacity be Balanced?
To deal with the ongoing fluctuation in resource availability, as well as demand volatility, every operational system must have considerable extra capacity of most internal resources to remain stable. Such excess capacity, known as "sprint capacity," provides the flexibility needed to deal with a wide variety of potential disruptions in supply and demand.
What is a Strategic Constraint?
There will always be a constraint in every system... otherwise it's performance would be unlimited! The world has never seen a company with infinite sales, for example. Just the thought of such a thing seems totally absurd.
The question, therefore, is which constraint do you prefer to maintain? Allowing constraints to shift continuously is difficult to manage and leads to a situation of chaos...
Why not choose the constraint we wish to have and find ways keep it there? We can usually cause any specific resource, or market demand, to become the constraint by simply elevating the current constraint until it becomes so. This is the meaning of a "Strategic Constraint."
One common argument for keeping the constraint internal is that "we can manage it better." But can you really manage it better given the fluctuations in market demand? The problem with this approach is the how customers may respond. In today's competitive world, will your largest customer really tolerate being put "on hold?" How will this affect long term relationships and your perception in the market? In B2C will consumers still choose to return to your brand, after having been forced to trial the competition? In certain specific environments, customers may be forgiving and such concerns might not be an issue. But for most companies, having an internal constraint for any significant period can become extremely problematic.
Therefore customer demand is a good choice as the strategic constraint for most companies. Elevating the internal resources enough to make customer demand the constraint is worthwhile because it allows faster response to the market – which often leads to a decisive competitive edge. The only time when it is NOT worthwhile to elevate a constraint is when this would requires more investment of time, energy or capital than the extra Throughput is likely to justify.
The question, therefore, is which constraint do you prefer to maintain? Allowing constraints to shift continuously is difficult to manage and leads to a situation of chaos...
Why not choose the constraint we wish to have and find ways keep it there? We can usually cause any specific resource, or market demand, to become the constraint by simply elevating the current constraint until it becomes so. This is the meaning of a "Strategic Constraint."
One common argument for keeping the constraint internal is that "we can manage it better." But can you really manage it better given the fluctuations in market demand? The problem with this approach is the how customers may respond. In today's competitive world, will your largest customer really tolerate being put "on hold?" How will this affect long term relationships and your perception in the market? In B2C will consumers still choose to return to your brand, after having been forced to trial the competition? In certain specific environments, customers may be forgiving and such concerns might not be an issue. But for most companies, having an internal constraint for any significant period can become extremely problematic.
Therefore customer demand is a good choice as the strategic constraint for most companies. Elevating the internal resources enough to make customer demand the constraint is worthwhile because it allows faster response to the market – which often leads to a decisive competitive edge. The only time when it is NOT worthwhile to elevate a constraint is when this would requires more investment of time, energy or capital than the extra Throughput is likely to justify.
What is a Capacity Constrained Resource (CCR)?
A Capacity-Constraint-Resource (CCR) limits the total Throughput generated by the organization. CCRs may not be active all the times, but they have potential to become active at any time. For example, an injection moulding factory with multiple machines and many different finished products might have only one mould of a given type. Most of the time, this mould does not limit the capacity of the factory, but if they receive several large orders for that specific type of product at the same time, it creates a constraint.
Many times, organizations have a seasonal CCR leading up to major cycles such as the Christmas shopping season in the United States, Diwali Holidays in India, Chinese New Year, etc. It is useful to identify CCR(s) in advance so that proper planning and order promise date quotation can be done.
Most resources should not be permitted to become CCRs because their value is so low compared to other resources. Ideally, CCRs should be resources that are very expensive or difficult to elevate. Often expanding the CCR would involve high Capital Investment and/or Operating Expense, for example a paper making machine or steel furnace. Other times the CCR might be a scarce skill such as an SAP ABAP programmer or aluminum welder. Still other times the CCR might have very long process time within the overall cycle time, such as with a heat treatment oven. The location/sequence of the constraint within the routing sequence can make some difference – but this is not usually the most important issue. In certain environments, a particular type of skill might be very hard to find and replace, such as a doctor, chartered accountant, aluminum welder, or high-end engineering resource. Other operations can be very difficult to control, such as automotive painting booths. But eventually, the choice of CCRs usually boils down to the first characteristic: the cost and difficulty of elevation.
Many times, organizations have a seasonal CCR leading up to major cycles such as the Christmas shopping season in the United States, Diwali Holidays in India, Chinese New Year, etc. It is useful to identify CCR(s) in advance so that proper planning and order promise date quotation can be done.
Most resources should not be permitted to become CCRs because their value is so low compared to other resources. Ideally, CCRs should be resources that are very expensive or difficult to elevate. Often expanding the CCR would involve high Capital Investment and/or Operating Expense, for example a paper making machine or steel furnace. Other times the CCR might be a scarce skill such as an SAP ABAP programmer or aluminum welder. Still other times the CCR might have very long process time within the overall cycle time, such as with a heat treatment oven. The location/sequence of the constraint within the routing sequence can make some difference – but this is not usually the most important issue. In certain environments, a particular type of skill might be very hard to find and replace, such as a doctor, chartered accountant, aluminum welder, or high-end engineering resource. Other operations can be very difficult to control, such as automotive painting booths. But eventually, the choice of CCRs usually boils down to the first characteristic: the cost and difficulty of elevation.
How to Manage the Constraint?
Assuming we decide to keep the constraint in Market Demand – one must still monitor CCRs as potential future “weakest links.” Fluctuations in market demand and product/service mix can cause sudden shifts in the load on CCRs, potentially creating new constraints in a short period of time.
To prevent this from happening, one can calculate the current load on each CCRs and thereby estimating the "Planned Load" based on sales orders in hand. A rise in this Planned Load gives an early warning when a new constraint is emerging and can help estimate safe delivery promise dates as well.
When a CCR threatens to become active, several possible actions can be taken depending upon the situation:
Thus, Planned Load is a critical control system that can give a warning when changes in the market might turn a critical resource into a constraint, so that appropriate corrective actions can be taken, before the new constraint emerges.
To prevent this from happening, one can calculate the current load on each CCRs and thereby estimating the "Planned Load" based on sales orders in hand. A rise in this Planned Load gives an early warning when a new constraint is emerging and can help estimate safe delivery promise dates as well.
When a CCR threatens to become active, several possible actions can be taken depending upon the situation:
- Increase the lead time of order delivery dates promised to customers to manage their expectations
- Divert capacity from one product line or function to another (e.g. deploying cross-trained workers onto a different process)
- Increase pricing to temporarily reduce demand (e.g. surge pricing by taxi cab operators)
- Decline orders from lower priority customers, for example those with a reputation for not paying on time
- Outsource work at the relevant CCR(s)
- Increase capacity at the relevant CCR(s)
Thus, Planned Load is a critical control system that can give a warning when changes in the market might turn a critical resource into a constraint, so that appropriate corrective actions can be taken, before the new constraint emerges.
Controlling Flow Through The Constraint
Time buffers (in a make-to-order environment) or stock buffers (in a make-to-availability environment) provide a simple way to control flow and focus efforts towards utilizing the current resources. Through a simple color coded system, Blacks and Reds can be expedited, Ambers can be monitored, and Greens can be left to progress without intervention.
It is especially important to monitor these colors at the constraint or CCR location(s). They guide the operation to ensure that highest priority items are being completed first (Blacks first, then Red, Amber and Green in that order).
Periodically, the reasons for buffer penetration (missing due date performance, fresh stockouts, etc.) should be analyzed to reveal improvement areas and possible new constraints. But by the time this data reveals a resource to have become a real “trouble maker,” it might be too late to take the corrective actions in time to preserve on-time delivery.
It is especially important to monitor these colors at the constraint or CCR location(s). They guide the operation to ensure that highest priority items are being completed first (Blacks first, then Red, Amber and Green in that order).
Periodically, the reasons for buffer penetration (missing due date performance, fresh stockouts, etc.) should be analyzed to reveal improvement areas and possible new constraints. But by the time this data reveals a resource to have become a real “trouble maker,” it might be too late to take the corrective actions in time to preserve on-time delivery.
Key Takeaways About Constraints
In summary, most “operational improvements” achieve negligible financial impact. Yet, certain improvements offer the potential to generate tremendous results!
One “Active Constraint” governs Throughput at all times. Improvements that affect performance of this constraint impact sales and hence Throughput. Other changes do NOT affect sales. You can locate this active constraint by checking availability/reliability at each link.
Understanding and managing the constraint is a powerful tool for genuinely improving the performance of any organization. Ignore it at your peril. Manage your constraint, or it will manage you!
One “Active Constraint” governs Throughput at all times. Improvements that affect performance of this constraint impact sales and hence Throughput. Other changes do NOT affect sales. You can locate this active constraint by checking availability/reliability at each link.
Understanding and managing the constraint is a powerful tool for genuinely improving the performance of any organization. Ignore it at your peril. Manage your constraint, or it will manage you!
Discover More About Constraints
Check out the below links to more resources:
- The Five Focusing Steps - a Process of On-Going Improvement (POOGI)
- How to Identify the Constraint
- Examples of Constraints
- Getting Started in TOC
- TOC Institute Advisory Services
- In-House Training Programs
