The Five Focusing Steps (POOGI)
Once Dr. Goldratt, the founder of the Theory of Constraints, was challenged by an aggressive reporter to "summarize TOC in a single sentence." Eli replied: "never mind a sentence, I'll explain in one single word: FOCUS!" Eli's Five Focusing Steps, also known as the Process of On-Going Improvement or POOGI for short, serve as guideposts for driving on-going improvement.
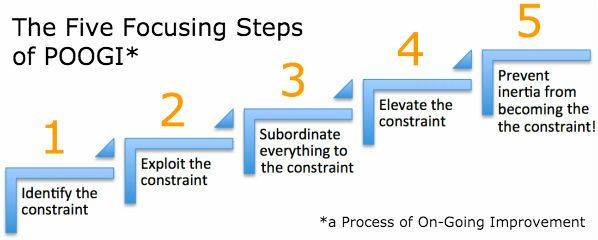
Focusing Step #1: IDENTIFY the system's constraint
Strengthening any link of a chain (apart from the weakest) is a waste of time and energy. Similarly, the vast majority of efforts to "improve" something in the organization fail to result in more profits for shareholders, delight for customers, or satisfaction for employees. This is because most initiatives are not focused on the constraint of the organization.
Yet it is impossible to manage a constraint until you find out what it is! And it is surprisingly easy to find, once you know how to look. Check out our free Constraint Checker Tool.
Yet it is impossible to manage a constraint until you find out what it is! And it is surprisingly easy to find, once you know how to look. Check out our free Constraint Checker Tool.
Focusing Step #2: EXPLOIT the constraint
The output of the constraint governs or restricts the output of the organization as a whole. It is therefore imperative to squeeze as much as possible out of it. Maximize the utilization and productivity of the constraint (NOT utilization and productivity of non-constraints). Rather than immediately purchasing more of the constraint (by buying machines, hiring workers, increasing the advertising budget, etc.) we should first learn to use the resources that we already have more efficiently.
The constraint of most organizations is not well utilized, often less than 50% on a 24x7 basis. If the reasons for under-utilization are not immediately clear, try measuring the constraint's OEE including the breakup of availability/quality/performance. Gather the underlying data and analyze it using Pareto techniques. Once the primary causes are identified, use fishbone diagrams and Five Why analysis to drill down to the root cause for under-performance.
When the root causes are clear, eliminate them on a permanent basis. Quality and productivity tools such as Six Sigma, Poka-Yoke, design of experiments, SMED, etc. often provide the answer, depending upon the nature of the problem.
The constraint of most organizations is not well utilized, often less than 50% on a 24x7 basis. If the reasons for under-utilization are not immediately clear, try measuring the constraint's OEE including the breakup of availability/quality/performance. Gather the underlying data and analyze it using Pareto techniques. Once the primary causes are identified, use fishbone diagrams and Five Why analysis to drill down to the root cause for under-performance.
When the root causes are clear, eliminate them on a permanent basis. Quality and productivity tools such as Six Sigma, Poka-Yoke, design of experiments, SMED, etc. often provide the answer, depending upon the nature of the problem.
Focusing Step #3: SUBORDINATE everything else to the constraint
By definition, any non-constraint has more capacity to produce than the constraint itself. Left unchecked, this results in bloated WIP inventory, elongated lead times, and frequent expediting/firefighting. Hence, it is crucial to avoid producing more than the constraint can handle. In a manufacturing environment this is accomplished by choking the release of raw material in line with the capacity of the constraint.
Equally important is ensuring that the rest of the system supports the work of the constraint at all times. It must never ever be starved for inputs, or fed poor quality materials. This can be achieved by maintaining a reasonable buffer of safety stock. Similarly, other established policies and habits can hamper productivity at the constraint and must be systematically aligned to achieve maximum performance.
Equally important is ensuring that the rest of the system supports the work of the constraint at all times. It must never ever be starved for inputs, or fed poor quality materials. This can be achieved by maintaining a reasonable buffer of safety stock. Similarly, other established policies and habits can hamper productivity at the constraint and must be systematically aligned to achieve maximum performance.
Focusing Step #4: ELEVATE the constraint
Once the capacity of the system is exhausted, it must be expanded by investing in additional equipment/land, hiring people, or the like.

|
Warning! We tend to instinctual gloss over the first 3 steps and jump straight to elevation. Implementing the first 3 steps properly typically expose a minimum of 30% hidden capacity within the first few months! This capacity is available free of cost, without any investment. Investing too soon raises risk unnecessarily. Only elevate once exploitation & subordination (Steps 2 & 3) is fully complete, if at all!
|
Focusing Step #5: PREVENT INERTIA from becoming the constraint!
Once elevated, the weak link may not remain weakest. Consider elevating other resources to retain the old constraint, depending on where you wish to have the constraint in the long-term. A new constraint demands a whole new way of managing the the system. We therefore return to Step 1, and thus begins our journey of continuous improvement...

POOGI in Action - Examples
Please find below some example actions that could be taken, based on which focusing step you hare on. Think of it as a starting point to gather ideas for implementing the Process of Ongoing Improvement (POOGI).
This assumes an internal constraint (not always the case) and a manufacturing-type organization. To locate your constraint, try out our constraint finder tool.
Exploit (Utilize 24x7)
Subordinate
Elevate
Please Note: It is probably NOT NECESSARY to complete all of the above. Rather, use them as ideas to point you in the right direction. Adapt and use as the situation requires.
This assumes an internal constraint (not always the case) and a manufacturing-type organization. To locate your constraint, try out our constraint finder tool.
Exploit (Utilize 24x7)
- Measure OEE at the constraints
- Set OEE improvement target
- 24/7 operation at the constraint + staggered breaks
- Provide adequate lighting & safety at constraint
- Full staffing at the constraint + surplus/ backups
- Station only trained operators at the constraint
- Educate constraint operators - importance/ urgency of their job
- Install quality checks immediately before the constraint
- Sharp/ fast tooling at the constraint
- Uninterrupted consumables at constraint
- Preventative maintenance at the constraint
- TQM/Lean/Six Sigma on the constraint as appropriate
- Adequate storage space before / after the constraint
- Rapid material movement before / after the constraint
- Monitor OEE & improvement over time
Subordinate
- Install management hotline & plant alarm at the constraint
- Monitor protective WIP in front of constraint multiple times per shift
- Expedite as required to ensure uninterrupted supply to constraint
- Routinely question all WIP buildup accumulating at non-constraints
- Educate staff: constraint first (tooling, maintenance, material movement, etc. )
- Ensure raw material availability at all times
- Ensure uninterrupted power supply to the constraint at all times
- Prevent stealing before/ after constraint
Elevate
- Estimate present & future capacity requirements
- Plan & execute expansion - no. of machines, space, operators
- Expand non-constraint sprint capacity BEFORE constraint capacity
- Bring old machines out of retirement, where feasible
- Upgrade existing machines if feasible
- Make expansions as incremental as possible
- Purchase finished parts outside as stopgap measure if required
- Repeat POOGI until constraint shifts to where you want it to be
Please Note: It is probably NOT NECESSARY to complete all of the above. Rather, use them as ideas to point you in the right direction. Adapt and use as the situation requires.
Surprising Facts about Constraints
- You will always have a constraint, so choose wisely ... perhaps the most capital intensive, or energy consuming, or largest batch, or longest touch time, etc.
- If you identify the wrong constraint, it is easily rectified and causes no permanent damage. The Five Focusing Steps auto-correct for errors made over time.
- The constraint may appear to shift suddenly based on product mix, however this is often due to batching practices rather than actual shifting of the constraint.
- Most systems typically have ONE SINGLE RESOURCE CONSTRAINT such as a machine or department. This constraint, which may or may not be binding at any given point of time, is referred to as the Capacity-Constrained Resource (CCR). In certain cases there may be 2-3 CCRs, but rarely more.
- Permanent constraints typically include sales/marketing (with better techniques we could always raise prices) and R&D (with more awesome products we could make far higher margins).
- Eventually the constraint should be stabilized; frequently shifting constraints wreck havoc on policies, procedures and people.
